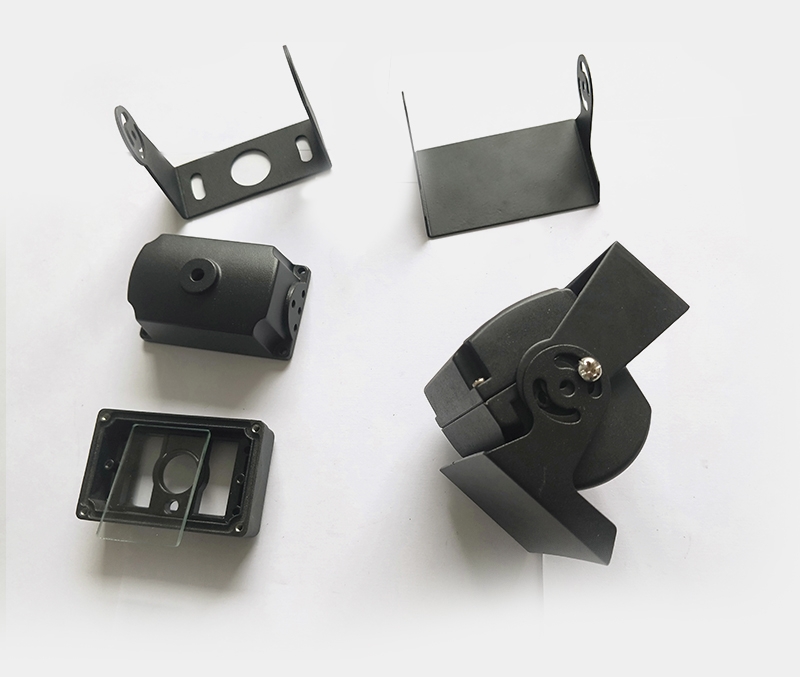
散熱側面板壓鑄件的設計需要的方面:
1、壓鑄件加工余量的設計規范:
一般情況下,由于壓鑄工藝的局限性,壓鑄件的某些尺寸精度、表面粗糙度或者是形位公差達不到產品圖紙要求時,企業應該首先考慮到采用如校正、拉光、擠壓、整形等精整加工的方法來進行修復,在精整加工不能完全解決這些問題時,就應該對壓鑄件的某些部位進行機械加工,這里要注意的是,在進行機械加工時應考慮選用較小的加工余量,同時盡量以不受分型面及活動成型影響的表面為毛坯基準面,以免影響加工精度。
2、壓鑄件脫模斜度的設計規范:
設計壓鑄件時,就應在結構上留有結構斜度,無結構斜度時,在需要之處,必須有脫模的工藝斜度。斜度的方向,必須與鑄件的脫模方向一致。